-

济南驰奥机电设备有限公司
主营:振动时效仪,苏州振动消除应力,时效振动仪 - 18765801291

济南驰奥机电设备有限公司
主营:振动时效仪,苏州振动消除应力,时效振动仪 12
12
目前我国有相当部分的金属结构制造单位已采用了振动时效工艺来消除结构中的残余应力,对于工艺效果评定也基本上国家机械行业标准,《振动时效工艺参数选择和技术要求》中提出的三种方法进行的。这三种方法是;参数曲线观察法、残余应力检测法、精度稳定性检测法。但由于这三种方法中的1、3是定性判据,方法2虽属定量方法,由于所建议的盲孔法和X射线法在技术上、费用上和耗时方面都不适合生产现场的需要,故在推广这种高效节能的工艺时,人们尚期望有一种快速、便捷、经济且易于规范化的定量判据。为此,本文提出了用振动时效动应力参数作为振动效果判据(VSR--DP)的设想。
这种设想与热处理中用温度参数来评定热处理的效果一样;因为1)动应力在测量方面具有技术简单、经费省、精度高、易规范的优点。2)动应力测量可以在工艺过程同步进行,不占用过多时间。3)可以通过实验找到动应力及相关参数与消除应力效果的关系,从而使现场的评定工作做到即准又快。实际上人们很早就观察到动应力与消除应力效果之间存在定量的非线性的相关性,并画出了这类曲线图。为了进一步探索这个相关关系的数学模型,以便用于生产,本文采用了振动时效模拟实验及数据处理-回归分析的方法来进行研究,有关数据计算机完成。
系统简介:
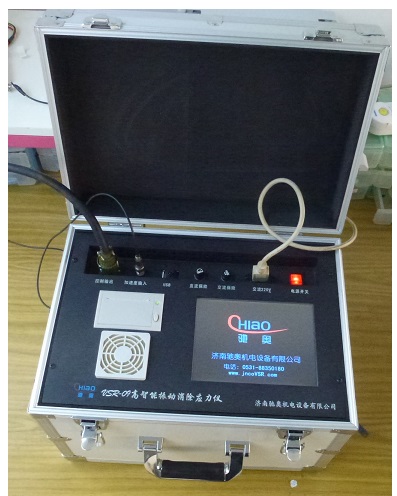
VSR-09型高智能屏谱谐波振动消除应力仪是通过傅立叶分析方法在线对工件进行频谱分析,自动分析工件的谐波频率,优选出较佳十组不同振型的谐波频率进行时效。
作为较新一代振动消除应力系统,智能化程度高、技术先进、控制细腻、功能庞大、可靠性高、精密度高、耐用性好。
★分析系统:通过傅立叶分析方法在线对工件进行频谱分析。
★处理模式:先进的时效处理模式,不需亚共振区时效。
本振动消除应力系统价格39800.00元0531-88350180刘经理
一.梁型工件支撑方式
在距工件端部 (2/9×L)长度处放四个橡胶垫,激振器卡在中 间或一端,传感器吸在另一端。
注:⑴、L:为工件的总体长度;
⑵、梁型件必须同时符合以下条件:
A、工件的长度是宽度的3倍或大于3倍;
B、工件的长度是厚度的5倍或大于5倍;
二.板型工件支撑方式
可在距离工件端部 (1/3×L)长度处放四个橡胶垫,激振器卡在中间或一端,传感器吸在另一端。
注:⑴、L:为工件的总体长度;
⑵、板型件必须同时符合以下条件:
B、工件的长度约等于宽度;
C、工件的长度是厚度的5倍或大于5倍;
三.方形工件或圆形工件支撑方式
1、当工件的长≈宽≈高时,则认为工件属于方型件类。橡胶垫可采用三 点支撑方式,激振器放在单支点侧的端部,或工件**面的中间,传 感器放在另一端,如下图3。
2、当工件为圆环时,橡胶垫在圆环底部采用四个或三个对称支撑,激 振器夹在两个橡胶垫中间,传感器放在另两个橡胶垫中间,如图4。